济南兰光新闻中心包含公司动态、公告、产品新闻等多种模块,为您展示最新、最全的企业资讯,让您了解更多包装检测行业的最新技术。
济南兰光新闻中心包含公司动态、公告、产品新闻等多种模块,为您展示最新、最全的企业资讯,让您了解更多包装检测行业的最新技术。 Labthink兰光拥有完善的服务体系,百余人的专业服务团队,能以多种语言通过电话、网络、移动平台、现场等多种途径为全球用户提供真诚、专业、及时、持续的服务和技术支持。
Labthink兰光拥有完善的服务体系,百余人的专业服务团队,能以多种语言通过电话、网络、移动平台、现场等多种途径为全球用户提供真诚、专业、及时、持续的服务和技术支持。

| 摘要 | 依照ISO 14616空气加热原理试验方法测试不同材质热收缩膜的收缩性能,研究不同材质热收缩膜的热缩力与冷缩力的关系以及确定收缩时测试的方向,并通过对国内外三种性能差异较大的热收缩膜进行大量测试,验证试验设置温度与最大热缩力出现时间等参数的选择。从而,为国内尚未成熟的热收缩膜的收缩力性能的研究提供技术参考。 |
|---|---|
| 关键字 | 空气加热原理;热收缩膜;热缩力;冷缩力;收缩率 |
| 文档 | 点击查看PDF文档 |
王望舒[1] , 陈 欣2 , 于佳佳2
(1.国家包装产品质量监督检验中心,济南 250102;
2.济南兰光机电技术有限公司,济南 250031)
热收缩膜包装是现今较为广泛应用的一种包装形式,具有包装紧实、透明美观、贴合度强等优点,常用于饮料标签、瓶装收束包装、肠类收缩包装、日化用品外膜、香烟盒外膜等产品的包装。在特定高温环境下将热收缩膜材料进行拉伸,部分分子链段在拉伸方向上定向取向,无序卷曲的分子链段将会有序排列,待温度急速降低时,分子链段取向结构与内应力被“冷冻”,则热收缩膜即在此温度下被定型。当热收缩膜再次被加热到上述温度时,被“冷冻”的分子链段发生解取向,恢复到无序卷曲形态,即为热收缩[1]。当进一步冷却时,已热收缩的薄膜将进一步产生紧致力,即冷缩力。
目前,国内绝大多数企业采用烘箱[2-3]或油浴设备[4]测试热收缩膜的收缩性能,国内热收缩膜产品标准中对热收缩率的检测方法多为油浴热收缩,美国热收缩膜的检验标准ASTM D2732[5]中也是使用的油浴热收缩检测方法。但是,不管是油浴热收缩测试仪,还是将热收缩膜直接放入烘箱中测试,均只能检测热收缩膜的热收缩率。而国际标准化组织发布的热收缩膜检测标准——ISO 14616[6]则要求利用空气加热原理(即空气浴)进行薄膜各种热收缩性能的测试,包括热收缩力、冷缩力、收缩率、收缩时间等性能,这有助于对不同材质的热收缩膜的研发,保证各种材质热收缩膜性能的稳定性,满足各种热收缩膜在各行业的使用需求。
本文利用空气加热原理的多工位薄膜热缩性能测试仪测试了多种热收缩膜的收缩力、收缩率等性能,从而比较不同材质原料生产的收缩膜性能的差异,同时研究ISO14616所规定的测试方法是否适用于测试不同材质的热收缩膜。
1试验仪器与方法
1.1试验仪器与试样
(1)测试原理
将热收缩膜分别放置在带有位移传感器或力值传感器的夹具上,通过测试薄膜在封闭加热腔内受热后随时间变化的各收缩性能曲线,从而获得热缩力、冷缩力及最大收缩率结果值。
(2)仪器结构
FST-02薄膜热缩性能测试仪可同时测试三组试样,采用PID精确控温技术提高测试时温度的可靠性与稳定性。高精度的位移传感器与力值传感器的应用,以及低阻尼位移测试结构,可保证样品测试的稳定性及各热收缩性能的准确性。该测试仪器突破了其他检测设备应用范围的局限性,极大地满足国内企业和质检机构对可测试多项热收缩性能指标设备的需求。
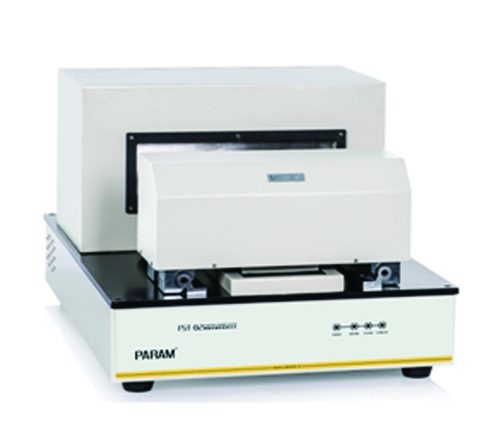
图1FST-02 薄膜热缩性能测试仪
(3)试样
从国内热收缩膜生产厂家获取了2款PVC标签膜(PVC-1与PVC-2)、2款PETG热收缩膜(PETG-1与PETG-2)、1款OPS热收缩膜、1款BOPP热收缩膜、1款POF热收缩膜、1款PE热收缩膜,从国外厂家获取2款PE热收缩膜(LDPE-1与LDPE-2)。上述薄膜在不同的方向上具有一定的热收缩性能。
1.2 试验步骤
用FST-02薄膜热缩性能测试仪分别测试在不同设置温度下上述所有样品的热收缩性能,每个样品在不同设置温度下平行测试6次,记录最佳设置温度下薄膜在15~30秒之内出现的最大热缩力、冷缩力、热收缩率、最大热缩力出现时间等参数,计算热缩力、冷缩力与热收缩率的平均值。最佳设置温度即可实现热收缩膜在15~30秒内出现最大收缩率的温度。
2结果与讨论
2.1冷缩力与热缩力之间的关系
表1 各种热收缩膜最佳设置温度下热收缩性能测试结果
热收缩膜 | 测试方向 | 设置温度 (℃) | 热缩力 平均值 (N/15mm) | 冷缩力 平均值 (N/15mm) | 热收缩率平均值 (%) | 最大热缩力 出现时间(s) |
PVC-1 | TD | 90 | 3.15 | 3.38 | 12.34 | 15.8-20.8 |
PVC-2 | TD | 85 | 3.35 | 3.41 | 10.92 | 21.6-27.7 |
PETG-1 | TD | 110 | 9.02 | 7.82 | 40.89 | 17.8-19.3 |
PETG-2 | TD | 110 | 3.81 | 3.87 | 35.75 | 16.5-19.6 |
OPS | TD | 105 | 2.14 | 2.89 | 20.50 | 23.5-26.2 |
BOPP | TD | 235 | 2.47 | 1.04 | 28.56 | 23.0-27.4 |
POF | MD | 150 | 0.54 | 0.26 | 24.16 | 21.8-27.3 |
国产PE | MD | 220 | 0.14 | 1.75 | 45.55 | 20.3-27.0 |
LDPE-1 | MD | 200 | 0.13 | 1.37 | 37.89 | 19.2-23.4 |
LDPE-2 | MD | 220 | 0.20 | 2.19 | 37.62 | 19.5-23.8 |
注:MD为机器加工方向,即薄膜的纵向;TD为垂直加工方向,即薄膜的横向;最大热缩力出现时间一栏列出的是平行测试的六组样品所出现的时间范围。
由表1所示,PE热收缩膜(国产PE膜及不同厚度的国外LDPE热缩膜的验证数据)的冷缩力明显大于热缩力,如ISO14616标准方法中所提及的试验现象一致。另外,OPS热收缩膜的冷缩力同样明显高于热缩力。
而PVC-1、PVC-2、PETG-2热收缩膜的冷缩力仅略大于热缩力。除此以外,PETG-1、BOPP、POF这四种热收缩膜的冷缩力明显低于热缩力。所以,不同的热收缩膜的冷缩力与热缩力的关系并不相同,没有固定的趋势,这点在DIN53369-1976标准中也有所提及。通过试验证明了ISO14616标准中所提及的“冷缩力远大于热缩力,可加速热收缩膜紧缩过程”这一现象并不适用于所有热收缩膜材料,主要是针对以聚乙烯为原料的热收缩膜而言的。这种现象可能与热收缩膜材质的晶体结构、熔融温度与玻璃态转化温度等自身性能以及生产过程中拉伸定型工艺、控制温度、冷却工艺等环节有关。
2.2热收缩膜的测试方向
由表1中的测试数据可以看出国产PE、POF热收缩膜以及国外不同厚度的LDPE热收缩膜的测试过程可以发现,PE热收缩膜、烯烃类POF共挤热收缩膜均为纵向收缩(MD),而其他非乙烯烃类热收缩膜均为横向收缩(TD)。初步分析原因,应该与材料的结晶方向及加工定型方向有关。
所以,ISO14616 标准中有关“收缩力和冷缩力的测定”中提及的“因易于取得纵向试样的测试曲线,所以建议试验先从纵向试样的测试开始。”仅是针对PE热收缩膜、烯烃类POF共挤热收缩膜而言。对于其他材质的热收缩膜在测试过程中,因易于取得横向试样的测试曲线,所以建议试验应先从横向试样的测试开始。
2.3 不同测试仪之间的稳定性比较
表2 不同热收缩膜在不同设备间的测试结果比较
热收缩膜 | 设备号 | 设置温度(℃) | 热缩力 平均值 (N) | 冷缩力 平均值(N/15mm) | 热收缩率平均值 (%) | 最大热缩力出现时间(s) |
PETG-2 | 1号 | 110 | 3.81 | 3.87 | 35.75 | 16.5-19.6 |
2号 | 110 | 3.71 | 3.78 | 33.60 | 17.0-19.7 | |
BOPP | 1号 | 235 | 2.47 | 1.04 | 28.56 | 23.0-27.4 |
2号 | 235 | 2.32 | 1.02 | 29.65 | 19.0-24.0 | |
国产PE | 1号 | 220 | 0.14 | 1.75 | 45.55 | 20.3-27.0 |
2号 | 220 | 0.11 | 1.79 | 44.10 | 22.0-26.0 |
抽取PETG-2、国产PE、BOPP三种热收缩膜在2台不同的FST-02薄膜热缩性能测试仪上分别测试,测试结果如表2所示,可以看出对于采用相同加热空气原理的检测设备测试的同种热收缩膜的热缩力、冷缩力、热收缩率这三项特征性能参数的数值基本相同,最大热缩力出现时间因设备不同而略有差别,但仍保持在15~30秒内出现最大热缩力。
不同设备之间(特别是今后会出现不同厂家生产的薄膜热缩性测试仪)因为加热元件的原理或型号不同,即使设备的设置温度相同,也可能会导致测试腔内试样周围的温度略有不同,但是在一定的温度区间内小幅度的温差并不会导致试样的热缩力、冷缩力、热收缩率这几项薄膜特征性能参数发生改变,这与热收缩膜材质晶体结构以及熔融温度有关,同时也与拉伸、定型温度以及冷却时间有关[7-8]。
2.4 设置温度与最大热缩力测试时间的影响
为了验证最大热缩力所出现的时间范围与所设置的温度对收缩膜的热收缩率等性能的影响,挑选国外LDPE-2、国内PETG-2以及OPS三种典型热收缩膜进行验证。不同设置温度下最大热缩力出现时间、热收缩率及收缩力值可见表3。
表3 各种材质热收缩膜不同设置温度下各性能指标数据结果
试样名称 | 设置温度(℃) | 热缩力 平均值 (N) | 冷缩力 平均值 (N) | 热收缩率平均值 (%) | 最大热缩力出现时间 (s) |
LDPE-2 | 150 | 0.15 | 2.53 | 18.09 | 181.10~122.00 |
160 | 0.18 | 2.76 | 16.14 | 86.40~98.20 | |
170 | 0.18 | 2.62 | 18.42 | 60.50~66.10 | |
180 | 0.17 | 2.72 | 17.12 | 47.30~54.10 | |
185 | 0.20 | 2.87 | 25.96 | 46.10~51.20 | |
190 | 0.21 | 2.61 | 27.54 | 40.50~42.80 | |
195 | 0.20 | 2.64 | 29.42 | 32.90~37.00 | |
200 | 0.19 | 2.42 | 34.97 | 35.30~36.40 | |
205 | 0.20 | 2.21 | 34.74 | 28.70~30.00 | |
210 | 0.20 | 2.41 | 35.54 | 26.40~28.50 | |
215 | 0.19 | 2.39 | 36.31 | 27.80~29.00 | |
220 | 0.20 | 2.19 | 37.62 | 24.60~25.70 | |
225 | 0.20 | 2.27 | 37.16 | 21.80~23.50 | |
230 | 0.21 | 1.94 | 36.49 | 20.80~23.70 | |
235 | 0.20 | 2.44 | 36.49 | 20.80~22.40 | |
240 | 0.21 | 2.08 | 41.23 | 17.50~20.40 | |
PETG-2 (TD) | 80 | 3.73 | 3.89 | 41.50 | 261.60~316.80 |
85 | 3.62 | 3.67 | 40.49 | 191.10~232.80 | |
90 | 3.72 | 3.88 | 40.74 | 143.50~163.90 | |
95 | 3.70 | 3.87 | 42.95 | 91.50~101.10 91.50~101.10 | |
100 | 3.82 | 3.87 | 41.49 | 36.40~44.90 | |
105 | 3.64 | 3.69 | 37.27 | 15.40~18.30 | |
110 | 3.81 | 3.87 | 35.75 | 16.50~19.60 | |
115 | 3.85 | 3.95 | 34.41 | 11.30~15.10 | |
120 | 3.84 | 3.84 | 39.40 | 10.40~12.50 | |
125 | 3.90 | 3.93 | 39.84 | 9.20~11.00 | |
130 | 3.96 | 3.83 | 43.62 | 7.20~9.60 | |
135 | 3.94 | 3.71 | 47.28 | 6.50~7.70 | |
140 | 3.87 | 3.58 | 47.04 | 6.00~6.70 | |
OPS | 80 | 2.14 | 2.83 | 25.97 | 176.30~215.60 |
85 | 2.19 | 3.00 | 26.49 | 141.20~158.60 | |
90 | 2.15 | 2.89 | 25.46 | 58.10~104.80 | |
95 | 2.13 | 2.89 | 24.39 | 39.60~69.50 | |
100 | 2.15 | 2.90 | 22.44 | 26.40~34.60 | |
105 | 2.14 | 2.89 | 20.50 | 23.50~26.20 | |
110 | 2.13 | 2.79 | 21.73 | 15.90~18.80 | |
115 | 2.26 | 2.85 | 22.68 | 12.70~16.40 | |
120 | 2.22 | 2.89 | 23.71 | 11.40~14.50 | |
125 | 2.19 | 2.76 | 24.96 | 10.00~12.10 | |
130 | 2.23 | 2.72 | 27.43 | 8.50~11.00 | |
135 | 2.22 | 2.53 | 29.83 | 7.30~9.00 |
表3中的数据显示,对于出现在15~30秒范围内的热缩率及最大热缩力值均为对应热收缩膜较为稳定的热缩参数数值,可参见图1至图3中有关PETG-2及OPS的热缩力、冷缩力及热收缩率随温度的变化曲线,可发现热缩力及冷缩力力值并不随设置温度的变化有明显波动,而15~30秒出现的热收缩率在热收缩率曲线中基本位于拐点位置附近。
由表3中的数据可以看出,LDPE热收缩膜在选定的最佳参考温度(220°C)±10°C范围内,最大热缩力均出现在15~30秒。其他种类的热收缩膜在选定的最佳参考温度(PETG-2为110°C,OPS为105°C)±5°C范围内,最大热缩力均出现在15~30秒。
通过第6条及第7条综合得出,ISO14616规定的15 ~ 30秒的最大热缩力出舱时间同样适用于其他材料。所以,建议在设置参考温度进行测试时,可以针对不同热收缩膜材料设置±5°C ~ ±10°C的参考范围。
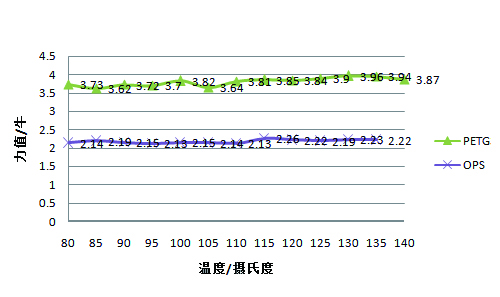
图2 PETG、OPS不同温度下的热缩力

图3 PETG、OPS不同温度下的冷缩力

图4PETG、OPS不同温度下的收缩率
3结论
上述研究按照ISO14616的测试方法验证了不同材质热收缩膜的冷缩力与热缩力之间的趋势并不相同,对于以聚乙烯为原料的热收缩膜而言,冷缩力大于热缩力,其他材质则无明确规律。热收缩膜的测试方向则根据不同材质及加工工艺而定,同时收缩膜在采用不同检测设备测试时,不会因为设备差异而导致收缩性能的变化。另外,ISO14616标准中提及的15~30秒内获取的最大热缩力及热缩率的方法同样适用于非聚烯烃类的其他材质的热收缩膜。因此,ISO14616中所规定的试验仪器及试样方法基本适用于其他材质的热收缩膜,其中仅试样测试方向、温度设置范围试验条件需根据热收缩膜的材质及加工工艺等条件进行不同的调整。
参考文献
[1] 郭红革,郭晓红,齐军.POF热收缩薄膜的包装应用性能研究[J].包装工程,2006,27(6):79-81.
Guo Hong-ge, Guo Xiao-hong, Qi Jun. Study on PackagingApplication Properties of POF ShrinkableFilm[J].Packaging Engineering,2006,27(6):79-81.
[2] GB/T10003-2008,普通用途双向拉伸聚丙烯(BOPP)薄膜[S].
GB/T 10003-2008,Biaxially OrientedPolypropylene (BOPP) Film for General Use[S].
[3] GB/T16958-2008 包装用双向拉伸聚酯薄膜[S].
GB/T 16958-2008 Biaxially Oriented PolyesterFilm for Package[S].
[4] GB/T13519-1992 聚乙烯热收缩薄膜[S].
GB/T 13519-1992 Heat Shrinkable PolyethyleneFilm[S].
[5]ASTM D2732-2008 Standard Test Method for UnrestrainedLinear Thermal Shrinkable of Plastic Film and Sheeting[S].
[6] ISO 14616-2004 Plastics-HeatshrinkableFilms ofPolyethylene, Ethylene Copolymers and Their Mixture-Determination of ShrinkageStress and Contraction Stress[S].
[7] 李德龙,李振宇,刘焱.加工工艺对聚乙烯热收缩膜性能的影响[J].塑料科技,2012,40(2):64-66.
Li Delong, Li Zhenyu, Liu Yan. Effect of Processing Technologyon Properties of PE Heat Shrinkage Film[J].Plastics Science andTechnology,2012,40(2):64-66.
[8] 林咏波.三层共挤聚烯烃热收缩膜(POF)的加工及应用[J].塑料,2003,32(5):70-73.
Lin Yong-bo.Processing and Application of There Layer Coextruded Polyolefin Heat ShrinkableFilm(POF).Plastics,2003,32(5):70-73.